3DプリンターEnder-3を使った評価テストやアップグレード、独自改造、製作品の紹介などの記事を載せています。
私のEnder-3(基本型)について様々な改造・改善を行ってきましたが、どれだけ効果があったのか、改めてまとめてみました。
3Dプリンターの使い方については、人それぞれなので私の使用範囲での評価となりますが、その点はご容赦ください。
2年前にガラスプレート付きの、Ender-3Xを2.5万円ほどでAmazonにて購入しました。全くのド素人で、安くて評価の高いものとして選定したのですが、度重なるトラブルや不満を乗り越えるために、様々な改造・改善を繰り返してきました。
今では安定して成形できるようになり、仕上がり具合もほぼ満足するレベルとなっていますので、とりあえずこれまで行った改造がどれだけ効果があったのかまとめてみました。
使用条件
私の使用環境は、ごく一般家庭の1室に簡単な作業エリアを設けて使っています。
作っているものは、日用品やおもちゃ類が多くて、仕事上の便利ツールや開発試作品など営利目的もなく趣味として活用しています。
使うフィラメントはABS,PETGがほとんどで、PLAは使いやすいのですが、高温環境に弱いので今は全く使っていません。メーカーにこだわらず、¥2,500以下の安価なものばかりを使っています。
また、成形品の高さは100mmを超えるものはほとんど作っていません。なので、100mm以下での感想となります。
モデリングはFusion360(個人使用で無料)、スライサーはCura(無料)と極力お金を掛けずに楽しむといったドケチ・ユーザーです。
なので、お金に余裕のある方は、Ender-3S1を最初から買う方が絶対に良いと思います。
ここでの評価は基本型のEnder-3を持っていて、扱いに困っている方へ少しでも助言になればと思っています。
Ender-3の不満点
Ender-3を使い始めて、皆さんも様々なトラブルや不満に遭遇していると思いますが、私が感じた不満点を列挙します。
- 動作音が大きい
ファンの音も大きいがそれ以外のステッピングモータの動作音が耳障り。 - ベッド手動調整が面倒
ベッド面とノズルとの隙間調整を頻繁に行わなければならない。 - 成形品のベッド面への定着が悪い
ベッド面(ガラス)から剥がれやすかったり、固着しすぎたりする。 - フィラメントがよく詰まる
ノズルやヘッド内部でのフィラメント詰まりが高頻度で発生する。 - ベッド面のぐらつきが大きい
Y軸フレームの剛性やベッド面を支えるばねが弱い。 - フィラメント取替作業がやり辛い
フィラメントをエクストルーダに入れにくい。 - MicroUSBが、小さくて、出し入れし辛い
などなど
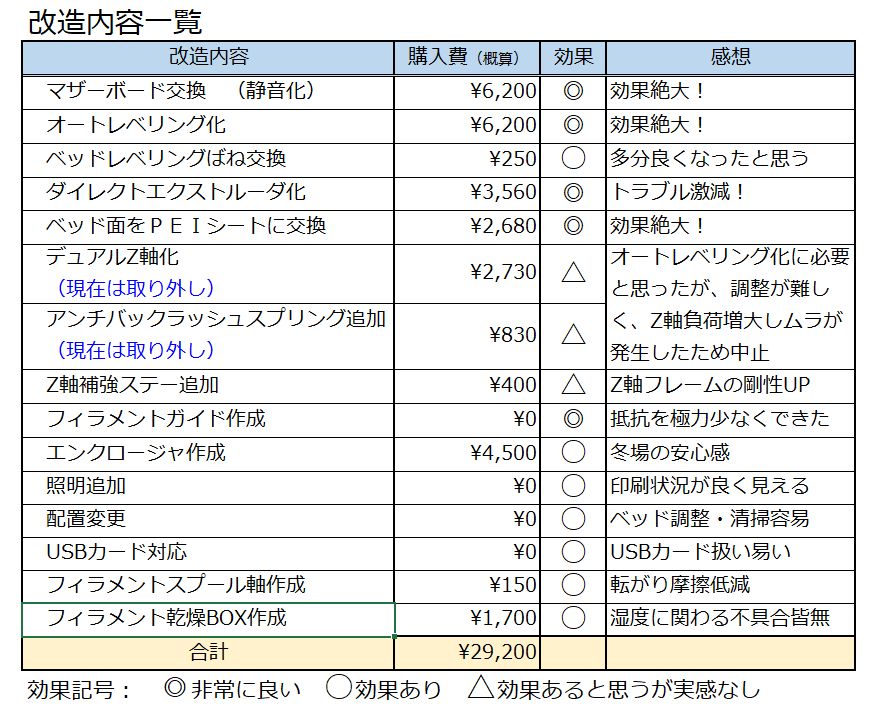
改造内容一覧
これまでに行ってきた改造・改善と概要評価は以下の通りです。
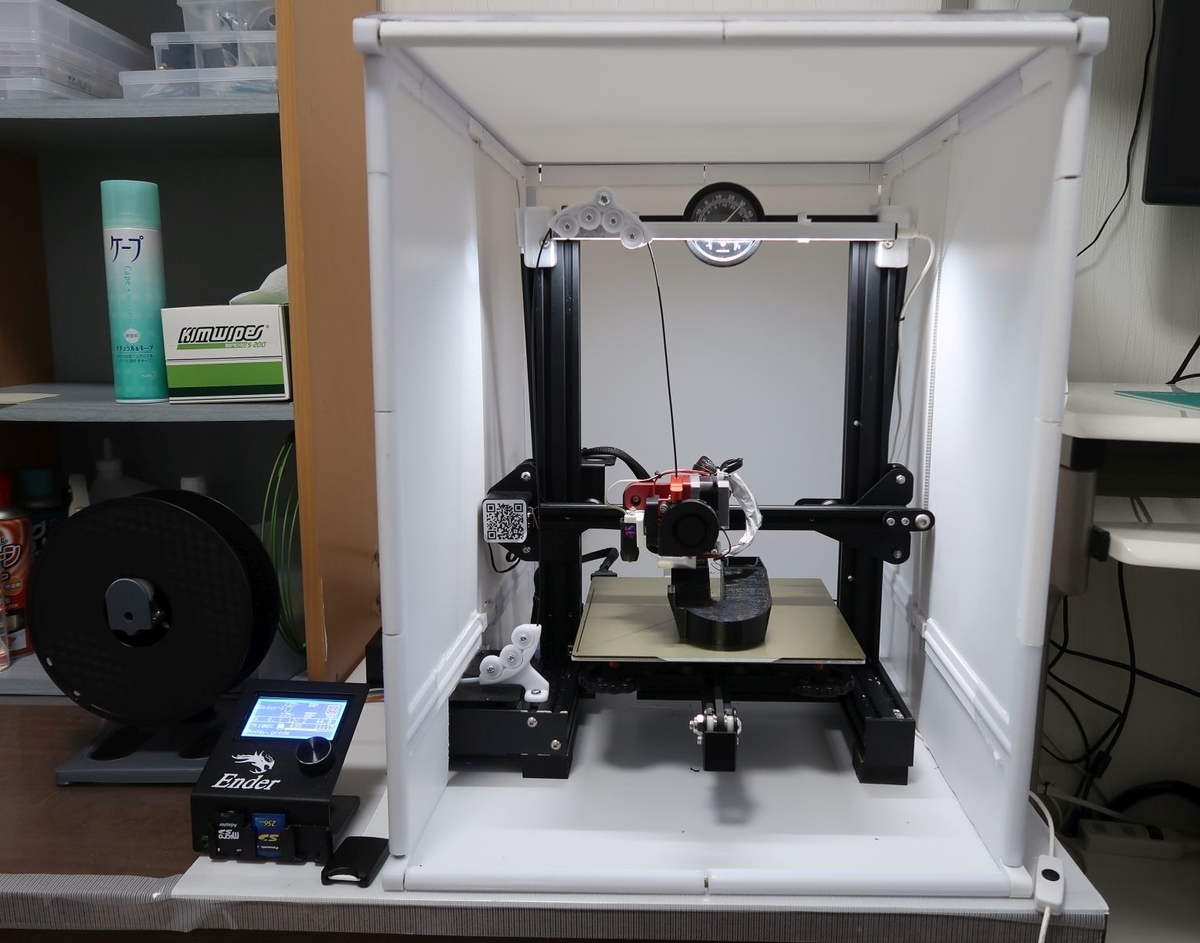
現在稼働中のEnder-3です。エンクロージャーがあっても作業性は非常に良く、自己満足しています。
特に効果があった改造
まずは、「マザーボード交換(静音化対応)Creality マザーボード V4.2.7」への交換は、ステッピングモータ動作音の低減が絶大です。動作精度も向上していると思いますが、比較してないので何とも言えません。また、オートレベリング機能にも対応しています。
「オートレベリング化 Creality CR Touch センサー」追加で、初期調整をしっかり行えば、通常印刷作業時のベッド面のレベリング調整はほぼ皆無となります。もう半年程ベッド下のノブを触ったことがありません。
1層目印刷時の隙間調整は、「Probe Z Offset」の設定値で調整することはあります。
これでベッド面凹凸の影響を気にすることなく、自動的に凹凸補正動作しながら印刷してくれます。
ここで忘れてはいけないのは、スライサーソフトCuraにてベッドレベリング動作を行う「G29」のコマンドを追加することを忘れないように。
次に「ダイレクトエクストルーダ化」ではCreativity社製のダイレクトエクストルーダを選択したのですが、設計上の不具合も多くいくつか手を加えて、今では安定した動作で落ち着いています。
ダイレクトエクストルーダに替えることで、エクストルーダやヘッド部のフィラメント詰まりトラブルが劇的に低減します。
ボーデン式で悩まされたノズル手前のテフロンチューブ端末当たりの詰まりがなくなります。
ダイレクトエクストルーダ化で注意することがいくつかあります。
・オートレベリング・センサーの取り付けと初期調整。「Probe Z Offset」再設定。
・ステップ数(Esteps/mm)の再設定。
・印刷時の引き戻し動作を少なくする再設定(Cura)。
・フィラメントを上部から引き込むため、フィラメントは極力軽く引けるようにすること。抵抗が大きいと、印刷時にヘッド部が浮き上がる現象が発生し、積層ムラとなります。
更に効果絶大なのが、ベッド面をPEIシートに取り替えることで、印刷物の定着が格段に向上します。改造といってもPEIシートに乗せ換えるだけなので絶対にお奨めです。
PEIシートでの注意点は、選定時にメーカーによって最高使用温度が異なっているようなので注意が必要です。私の場合、最初にTow Trees社のものを購入したのですが、ベッドの最高温度が80℃だったようです。(2023/05/16追記:現在表記が異なっていて、PEI面の耐熱温度が200℃、マグネットシートの耐熱温度が80℃となっています。)
90℃設定で印刷することも多かったのですが、表面のPEI膜に細かい浮きが発生しました。次に買ったENERGTIC社のものはABS印刷推奨100℃とあったので、安心して使っています。半年間ほど使っていますが、問題ありません。
後、PEIシートは良く定着し過ぎるので、PETGで印刷するときは、ヘアスプレー(ケープ)を少しだけ表面に吹きかけて剥がれ易くして印刷しています。
もう他のシートに替える気になりません。
その他、フィラメントガイドやスプール軸を自作したのですが、外置きのフィラメントから如何に引き込み抵抗を減らして、ダイレクトエクストルーダに導入するかという点で非常に効果的なガイド及びスプール軸が出来たと思っています。重要なコツは、フィラメントの巻きグセを利用してコーナーパーツを作るということです。
デュアルZ軸もアンチバックラッシュスプリングも取り外したので、ヘッド部が上に浮き上がり易くなるため、この抵抗を減らすことが重要だったのです。
行っていない改造について
ネットなどを検索していると、上記以外によく言われる改造内容があります。
・ベルトテンショナーの追加
・リニアガイドレールの取替え
ベルトテンショナーは安価なので付けてもよかったのですが、エンクロージャーと干渉するため付けていません。別に、付けなくても適度に張れていると思っているので見送りです。モーター軸に無理なラジアル荷重を掛けるのも懸念されます。
リニアガイドレールは単純に高価になることと、交換パーツが多くなるので、今は見送りです。要は、成形品にどれだけの仕上がり向上を求めるかということであり、今では必要ないかなと思っています。
そもそもEnder-3(基本型)では、Y軸フレームに20×40アルミフレームを使っている時点で致命的で、先に40×40アルミに交換したいぐらいです。これもややこしいので見送りです。
その他の改造など
エンクロージャ作成は、保温BOXとして安心感があることやほこり除けカバーとしても有効です。軽量で印刷中でも簡単に脱着可能ですし、照明を付けたことで内部も明るく、間口が広いので作業性に全く問題ありません。
フィラメント乾燥BOXについては、Max12個の1kgサイズのフィラメントを放り込んで湿度30%以下で管理しています。シリカゲルも使い捨てでではなく、フライパンで熱して何度も再生して使っています。格安で、効果抜群です。
ところで話は変わりますが、湿気吸収による印刷不具合って私は経験して無いのですが取り合えず乾燥保管しています。
よく「プチプチ」音がして印刷できなくなるとか言われてますけど、私が経験した「プチプチ」音の原因は印刷時の引き戻し動作によるもので、引き戻し量が多すぎるとヘッド部でエアー噛みを起こして不具合を生ずることでした。夏場にエンクロージャー内でPETGで印刷した時にも同様の現象が発生して、慌ててエンクロージャーを取り外すといったこともありました。引き戻し量は、多少の糸引きを容認して少なめに設定しています。
また、改造項目には挙げていませんが、筐体の直角度・水平度や成形品の寸法精度など精度面での重要な調整も行ってきましたが、とりあえずきれいに安定成形出来ることを優先して評価しています。精度面となると、結構マニアックとなるので割愛しました。
まとめ
私の行ってきたEnder-3(基本型)の改造内容の総括を行ってみました。多少の出費とはなりましたが、改造を行う中で3Dプリンターの仕組みをよく理解できましたし、このEnder-3の魅力と共に3DプリンターDIYに最適の機種かなと思いました。他の機種を使ってませんけど・・(笑)
まだまだ、ソフト面でのスライサーソフト設定など成形品質向上の要素はたくさんあると思います。とりあえずは、満足のいく成形状態となったので、作品作りに没頭できそうです。
上記の改造詳細については、過去記事もご覧いただければ幸いです。