最近は3DプリンターNeptune4に関わる記事や、作品の紹介など気まぐれに投稿しています。
この1年間のFDM3Dプリンターのトレンドといえば、超高速、高温印刷でしかも低価格というのが当たり前になったというところでしょうか。今も500mm/sだの600mm/sだのとスペックを競うようなPRや紹介動画などがあふれています。
そんなスピード値ばかりが強調されて比較評価されている風潮は如何なものかと思ってしまいます。 いきなりボヤキから入ってすみません。
実際使っている人は分かってるとは思いますが、本当に重要なのは、「短い時間で良い品質の印刷をしたい」ということだと思います。
ということで、今回の内容は「印刷時間短縮を目指してVol.2」です。過去記事でもOrcaSlicerの印刷時間短縮に関する記事を掲載していました。
今回もOrcaSlicerを使って、追加テストを行った内容を紹介いたします。
尚、ノズル径や積層ピッチは変えずに行います。
テスト内容
過去記事ではお船のベンチマークサンプルを使ってのCuraスライサーに近づけようという試みでした。いくつかの注目点も紹介しましたが、通常の印刷の場面では紹介できていない更に重要な改善点もあります。
今回は、ブリッジ構造の印刷におけるサポートの仕方で変わる印刷時間について見ていきます。
まず、テスト用のサンプルは、下図の四角のお皿をひっくり返した形状で、薄いTOP面に広いブリッジ構造としています。

材質はPLA(黒)装置はNeptune4となりますが、他機種でも参考にして頂ける点もあると思います。
スライサーOrcaSlicer2.0.0での設定内容で、印刷時間がどのように変わり、仕上がりがどうなるかという内容になります。
様々な印刷パーツや設計段階での印刷方法想定などで参考にして頂ければ幸いです。
デフォルト設定での印刷
OrcaSlicerでNeptune4、汎用PLAとして、初期設定で通常サポートを付けてスライスした時の画面です。

字が小さいのと表示されてない項目もあり、「サポート」設定内容とスライス結果のところを拡大します。

なんと、印刷時間が17分15秒(赤枠部分)も掛かってしまいます。(赤破線枠は後の説明に使います)
とりあえず、これで印刷してみます。

時間を掛けた割には、表面の中央部辺り(赤○部)に、モヤーとしたムラが気になります。裏面から見た内部の樹脂の流れはきれいです。実はこのムラ、神出鬼没で強くなったり弱くなったり、後ほどこのムラについて補足説明します。
さて、何に時間を要したのでしょうか?特にブリッジとサポート、サポート接触面に時間を要しています。
よって、これらの意味合いを理解すれば、目的の印刷物に必要か否かの判断を行って、付けたり外したり、増やしたり減らしたりすることで、印刷時間の増減に大きく関わってくるのではと考えています。
各面の構成を下図に示します。

OrcaSlicerでは各積層面についての設定内容があり、デフォルトでは、綺麗な仕上がりになるような丁寧な設定になっていると思っています。
各面の必要性としては、次のようなことかなと思います。
・TOP面:最上面なので、一番綺麗にしたい面
・内部ソリッド インフィル:「強度」のTOP面層数に含まれているのですが、OrcaSlicerでの不思議な扱いの面です(過去記事参照で問題提起)
・ブリッジ面:ブリッジ部分の最下層で、綺麗に仕上げたい面(なので、メッチャ遅い印刷速度になっています)
・トップ接触面:ブリッジ面を支えつつ、剥離性をよくするための面(丁寧に2層もあります)
・1層目面:サポートパターンを支えるための面(ほぼべた塗です)
Curaでの印刷
印刷時間比較のため、Curaでも同じようなスライス条件にしてみました。
サポートはグリッド15%です。
これで印刷時間が、8分30秒とOrcaSlicerの約半分です。
スライサーのプレビューで見ると、OrcaSlicerのようなトップ接触面も1層目面もありませんし、ブリッジ部の印刷も速いです。8分台は当然の結果ですね。
実際の印刷は、TOP面にサポートと同じラインのムラが目立ちます。OrcaSlicerのムラとは異なります。

Orcaslicerで最適化した印刷
印刷時間短縮とTOP面の綺麗さを求めて、OrcaSlicerの設定を色々変えてみた結果、下図のような設定で落ち着きました。

何と!印刷時間が9分7秒とほぼ半減し、Curaとほぼ同じぐらいになっています。(実時間も同じでした。)
「速度」の項を次のように変更しています。

・加速度、ジャーク:Curaに近い値としています。 ---時間短縮
・ブリッジの速度:Ext.20→100、Int.70→100にUP ---時間短縮
「サポート」の項を次のように変更しています。

・1層目密度:貼り付き良好なので、90%→10%に変更 ---時間短縮
・サポートの基本パターン:直線→直線グリッドに変更
(後のムラ説明に関係します)---強度UP
・基本パターン間隔:2mm→6mmと広げる ---時間短縮
・パターン角度:0°→45°に変更(当サンプルの場合)---ブリッジ面の安定化
・トップ接触面の層数:2層→1層に変更 ---時間短縮
そして印刷した結果が、以下となります。

表面の嫌なムラもなくきれいな仕上がりです。
サポートを外した裏側の状態を設定変更前と後で比較してみました。
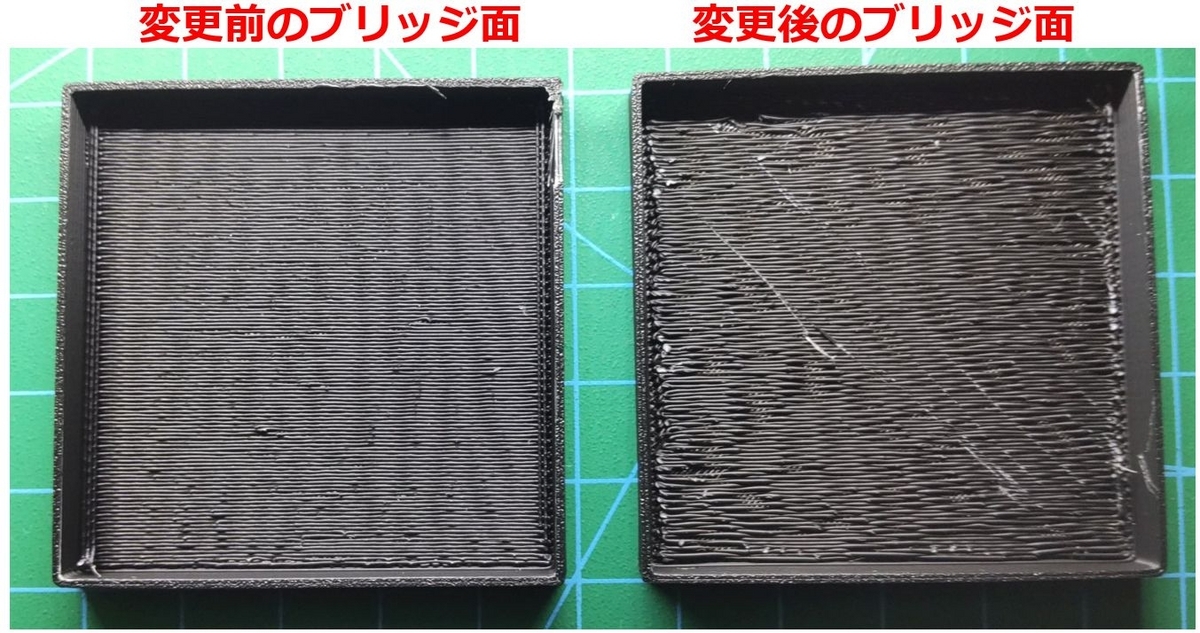
変更前の時間を掛けて印刷した方が綺麗ですが、右側の状態でも問題ない用途であれば使えるのではないでしょうか。サポートの取り外しは、確かに接触面2層の方が簡単でした。
TOP面ムラの考察
上記のデフォルト印刷でのTOP面に僅かのムラがあると説明していましたが、実はもっと酷いムラになったこともあり、その原因が分からずに悶々としていました。特にOrcaSlicerで発生し、Curaではあまり見ないムラだったので、OrcaSlicerに何らかの要因があるはずと思っていました。
下のサンプルは、1.2mm厚でテストしていた時に発生したムラです。結構酷いでしょ。

そして、今回のテストは実はこのムラ要因探しも主目的だったんです。
印刷速度との関わり?共振等による影響?というのが思い当たるんですが、Curaで出現しないということからOrcaSlicerの設定を調べていました。
そして、恐らくこれではないか、という項目を見つけたので一応紹介します。尚、ムラは神出鬼没で確証が取れず、今後の印刷作業の中で確認していきます。
問題と思う点は、OrcaSlicerの「サポート」の「基本パターン」なのですが、デフォルトでは「直線」となっています。
スライスした結果は、当記事の最初のプレビュー画面で、平行に並んだサポートになっています。このパターンって横方向の力に極めて弱く、不安定なパターンと思います。この不安定要因がムラに繋がる原因ではないかというのが今回の推察です。
因みにCuraでのサポートパターンに、このような並列直線だけのパターンはありません。(同心円には一部にある)
この違いを要因と考えると発生有無の違いとも合致します。
とにかく、ここでの結論は、サポートパターンに「直線」ではなく「直線グリッド」を選びましょう、ということです。
グリッドであれば、前後左右方向に強くなり、印刷時間も若干延びる程度です。
まとめ
OrcaSlicerにおける印刷時間短縮と品質改善ということに注目して、ブリッジ構造での改善方法を紹介してみましたが、お役に立てそうでしょうか?
まだまだ他にもプロの方のノウハウも知りたいところです。
私、出費も抑えて個人の趣味レベルで遊んでいる身分ですので、ノウハウの蓄積も少なく是非皆様のご意見もお聞かせください。
今後も小ネタを見つけて紹介していきます。